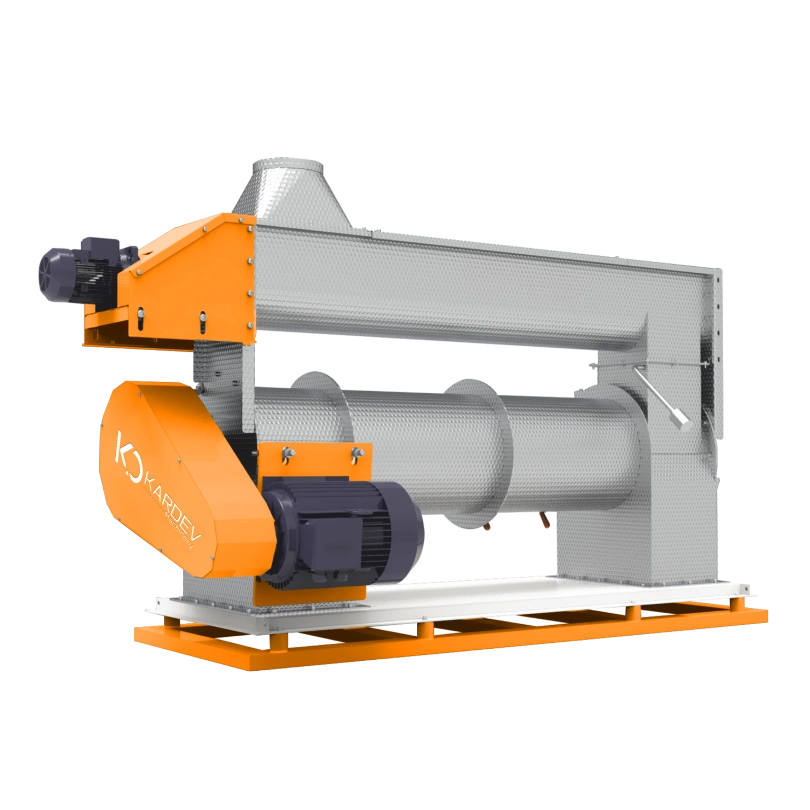
Flake Presi
Flake yem, mısır ve arpa gibi tahılların buharla yumuşatılarak vals topları arasından geçirilip ezilmesiyle elde edilir. Bu sayede tahılın yüzey alanı artar ve içerisinde bulunan nişastanın jelatinize edilerek sindirilebilirliği kolaylaşır.
Vals topları, ısıl işlemle sertleştirilip aşınmaya dayanıklıdır. İstenilen flake kalınlığına göre vals topları aralıkları ayarlanabilmektedir. Hidrolik basınç kontrolü ile sabit basınç altında sabit top aralıklarıyla stabil flake kalınlıkları sağlanmaktadır. Makine üzerinde bulunan tamburlu besleyici sayesinde vals topları düzenli olarak beslenir ve stabil bir tahıl akışı sağlanmaktadır. Valsli ezmenin optimum dönüş devri ve top yapıları makine çıkışında ürün tozluluğunu minimuma indirmektedir.

Flake presi neden flake tesisinin en önemli makinesidir?
Mısır-arpa flake tesislerinde buhar kulesi, flake presi ve kurutucu soğutucu temel ana makinalardır. Flake presi, flake tesislerinin en önemli ana makinasıdır. Bunun birkaç ana sebebi vardır;
- Tane mısır-arpanın flake ürüne dönüşümü burada gerçekleşir.
- Flakenin kalınlığı ve yüzey yapısı flake presi ayarları ile yapılır.
- Flake tesislerinin kapasitesini flake presi belirler. Flake presinde saatte kaç ton mısır-arpa presleniyorsa, bu değer kapasiteyi gösterir.
Flake presinde besleyici mekanizmanın amacı nedir?
Flake presinde etkin ve kaliteli bir üretim için mısır ve arpa tanelerinin vals toplarının arasına homojen bir şekilde dağıtılması gereklidir. Kardev Makina olarak özel olarak tasarlanmış besleyici, buhar kulesinden gelen hammaddeyi (mısır-arpa) redüktör ile döndürerek valsler arasına eşit olarak verir. Bu sayede flake presinde stabil yük oluşur ve flakede topaklaşmanın önüne geçilmiş olur.
Flake presinde valsler arasındaki mesafe ne kadar olmalıdır?
Flake presinde vals topları arasındaki mesafe flakenin kalınlığını belirler. Mısır flake için ideal kalınlık 0,8 mm, arpa flake için ideal kalınlık 1,0 mm olarak kabul edilmektedir.
Hedeflenen kalınlık, vals mesafesine eşit değildir çünkü hammaddenin nemi, sertliği ve vals kanallarının özellikleri değişken parametrelerdir. Takribi ayar yapılarak numune üretim sağlanır çıkan ürünlerin kalınlığına göre vals mesafesi tekrardan kalibre edilerek en doğru mesafe tespit edilir.
Flake presi valslerinin çap ve boyu neye göre belirlenir?
Kardev Makina firması olarak iki farklı model flake presimiz bulunmaktadır. Saatte 5 ton ve saatte 10 ton olarak üretim sağlanabilmektedir. 5 ton/saat kapasiteye sahip flake presimizin vals çapı 600 mm vals boyu 920 mm olup 10 ton/saat kapasiteli modelin ise vals çapı yine aynı 600 mm vals boyu ise 1200 mm’dir. Vals çapı kavrama için oldukça önemli olup çıkan flakenin kalitesini belirlerken, vals boyu flake presinin kapasitesini belirler.
Flake presinde vals kalitesi çıkan ürüne nasıl etki eder?
Flake presinde ürüne şekli valsler verir. Vals kalitesini döküm için kullanılan malzeme ve yüzey işlemesi belirler. Flake valsleri savurma dökümden özel alaşımlı olarak dökülmelidir ayrıca valslerin kanalları doğru açıyla hassas ve keskin biçimde işlenmelidir. Flake preslerinde kalitesiz vals kullanımında kötü görünüme sahip, homojen olmayan ve tozlu üretim elde edilir bu da müşteri memnuniyeti düşürmektedir.
Flake presi satın alırken nelere dikkat edilmelidir?
- Flake presinde otomatik besleme sisteminin mevcut olduğundan emin olunmalıdır.
- Flake presinde kullanılan valslerin marka ve menşeisi satıcı firmadan öğrenilmelidir. Vals topları mutlaka kendini ispat etmiş ve bilinen markalardan tedarik edilmiş olması gereklidir.
- Vals mesafe ayarının manuel değil otomatik ayar mekanizmalı olması gereklidir.
- Vals arasına sert, yabancı cisim geldiğinde otomatik olarak topları açan yay sistemi bulunması gereklidir.
- Flake presi montaj ve devreye alma dahil olarak tedarik edilmelidir. Montaj ve devreye almanın müşteriye ait olduğu durumlarda problemler yaşanabilmektedir.
- Firmanın daha önce yapmış olduğu flake presler görülerek referansları teyit edilmelidir.
- Flake presi öncesi ve sonrası hatların kapasite kontrolleri yapılmalıdır. Flake presin kapasitesine uyumlu olduğu görülmelidir.
DİĞER ÜRÜNLER
Kalite asla tesadüf değildir.