Pelet Presi
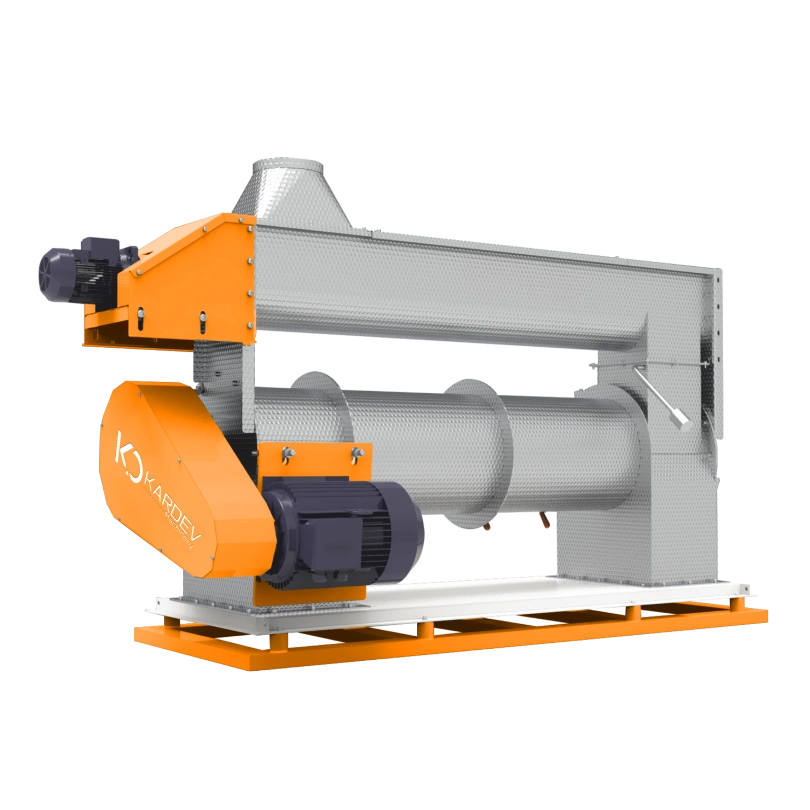
Yarı mamul, mal besleme helezonu ile kondisyoner ünitesine sevk edilir. Burada buhar ile beslenerek yumuşatılan yarı mamul, presleme bölümüne aktarılır. Rulolar ve disk arasına eşit miktarda yayılan mal burada preslenir. Ayarlanabilir bıçaklar ile istenilen boyda peletleme yapılabilmektedir.
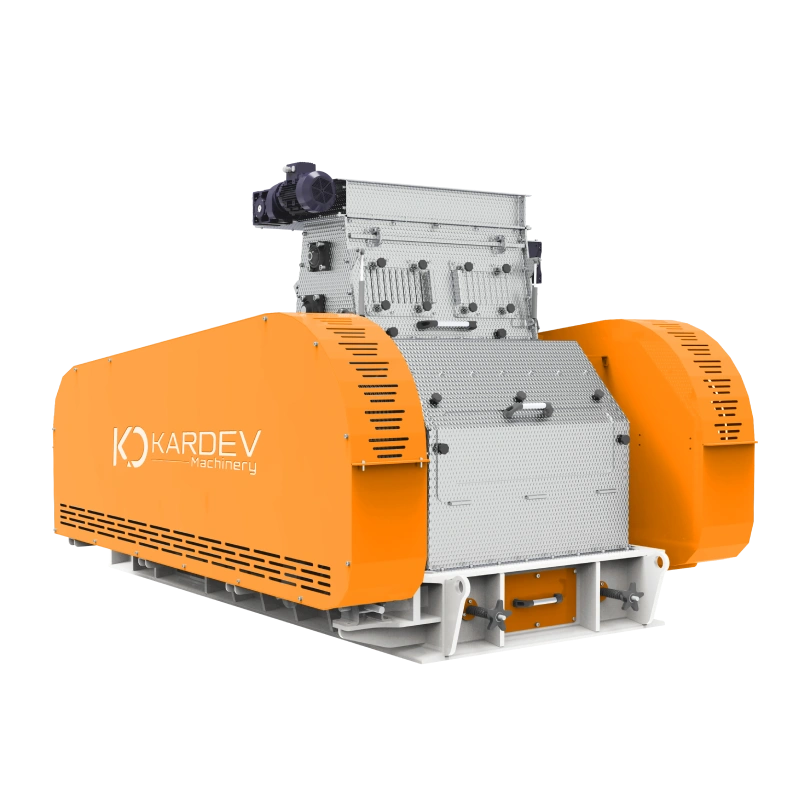
2 – 30 ton/s arasındaki kapasitelerde hayvan yemi peletleme imkanı sunan pelet presi modelleri üretilmektedir. 250 mm’den 1.000 mm’ye kadar disk çapına sahip, 22 kW ile 355 kW aralığında motor gücüne sahip pelet presi modelleri ile ihtiyaca en uygun büyüklük sunulabilmektedir.
Pelet presi modelleri 1,8 – 15 mm arasında pelet çapında peletleme imkanı sunar.

Peletleme, toz partiküllerin nem, sıcaklık ve basınç altında sıkıştırılarak pelet formuna getirilme sürecidir. Peletleme işlemi pelet presi ile yapılır, pelet presi yem fabrikalarının en önemli ana makinasıdır.
Kardev Makina firması olarak pelet presi üretiminde Türkiye’de öncü firmalardan biri olup, uzman kadromuz ile değerli müşterilerimizin yanındayız.
Pelet presi nedir?
Pelet presi, kırılmış ve karışmış halde bulunan toz yemi (mısır, arpa, soya küspesi, kepek, premiks katkısı) pelet formuna getiren makinadır.
Pelet yemin toz yeme göre avantajları?
- Stoklamada ve taşımada kolaylık sağlanır.
- Yemin sindirimi kolaylaşır.
- Ayrışma engellenmiş olur.
- Tüketim esnasında minimum kayıp olur.
- Toz yeme göre enerjiden daha fazla yararlanılır.
Pelet pres nasıl çalışır?
Üst bunkerden alınan toz yem besleyici helezon ile kondisyonere iletilir. Kondisyonerde toz yeme buhar verilerek, nemlendirilerek ısıtılması sağlanır. Pelet presin içerisindeki rulolar toz yemi yüksek basınçla diskin deliklerine iter, sıkışma ve sürtünmeyle birlikte toz yem silindirik pelet formunda dışarı çıkar. Çıkışta kesme bıçağı istenen boyda pelet yemini keser ve böylece pelet yemi üretilmiş olur.
Pelet presin kullanım alanları neresidir?
- Yem fabrikaları
- Gübre tesisleri
- Talaş peleti üretimi
- Atık ve geri dönüş endüstrisi
Pelet pres seçimindeki parametreler?
- Kapasite (ton/saat)
- Motor gücü (kW)
- Disk özellikleri
- Rulo özellikleri
- Kondisyoner tipi
- Tahrik sistemi (kayış/kasnak, şanzıman)
- Yağlama sistemi
Pelet pres disk seçimi neye göre yapılır?
Delik çapı: Kanatlı yemi genelde 3-4 mm, büyükbaş yemi 5-6 mm olur. Delik çapı arttıkça pelet presin kapasitesi yükselir.
Sıkıştırma oranı (L/D): Delik boyunun delik çapına oranına eşittir. Sıkıştırma oranı yüksek olduğu zaman pelet yemi daha sert ve dayanıklı olur fakat kapasite düşük olur. Düşük sıkıştırma oranında ise pelet pres daha rahat çalışır, tozuma ve üretim kapasitesi artar.
Rasyon: Yem rasyonundaki yağ oranı, lif oranı ve nişasta oranı disk seçiminde önemlidir. Herbirinin farklı etkileri mevcuttur.
Buhar kalitesi: Buhar tesisatı çıkan yemin kalitesine doğrudan etki eder. İyi yönetilen buhar ve nem sayesinde yüksek L/D oranına sahip yemler daha kolay üretilir.
Pelet presi satın alırken nelere dikkat etmeliyiz?
- Üretilecek olan yem tipine göre istenen saatlik kapasite önceden belirlenmelidir.
- Kondisyoner tipi seçimi en az pelet pres seçimi kadar önemlidir. İstenen kapasiteye göre maksimum yoğuşma sağlayacak kondisyoner seçilmelidir.
- Disk ve rulo tipi ve malzemesi teyit edilmelidir. Kalitesiz disk ve rulo kullanımı ile istenen kapasitede ve kalitede yem üretimi sağlanamaz.
- Pelet presin tahrik tipi (kayış-kasnak, şanzıman) kullanım yerine, yem türüne ve kapasiteye bağlı olarak seçilmelidir.
- İnvertörlü besleme mutlaka olmalıdır bu sayede yükün oluşturduğu ampere göre otomatik besleme sağlanır.
- Otomatik merkezi yağlama sistemi olmalıdır. Operatöre bağlı manuel yağlama sürekli sorun ortaya çıkarmaktadır.
- Pelet presi montaj ve devreye alma dahil olarak tedarik edilmelidir. Montaj ve devreye almanın müşteriye ait olduğu durumlarda problemler yaşanabilmektedir.
- Firmanın daha önce yapmış olduğu pelet presler görülerek referansları teyit edilmelidir.
- Pelet presi öncesi ve sonrası hatların kapasite kontrolleri yapılmalıdır. Pelet presin kapasitesine uyumlu olduğu görülmelidir.
Pelet pres bakımı nasıl yapılır?
Pelet pres bakımının temelini düzenli yağlama, temizlik ve periyodik kontroller oluşturur. Vardiyalarda anormal ses veya titreşim, motor akımı ve yağlama seviyeleri kontrol edilmelidir.
Ayrıca toz birikimi temizlenmelidir. Haftalık olarak rulo aşınmaları, rulman ısınmaları, disk delik tıkanmaları, bağlantı cıvataları ve buhar hattı gözden geçirilmelidir.
DİĞER ÜRÜNLER
Kalite asla tesadüf değildir.